Установка фильтрации расплава алюминия размером 15 дюймов
23.07.2018
Установка подачи лигатурного прутка
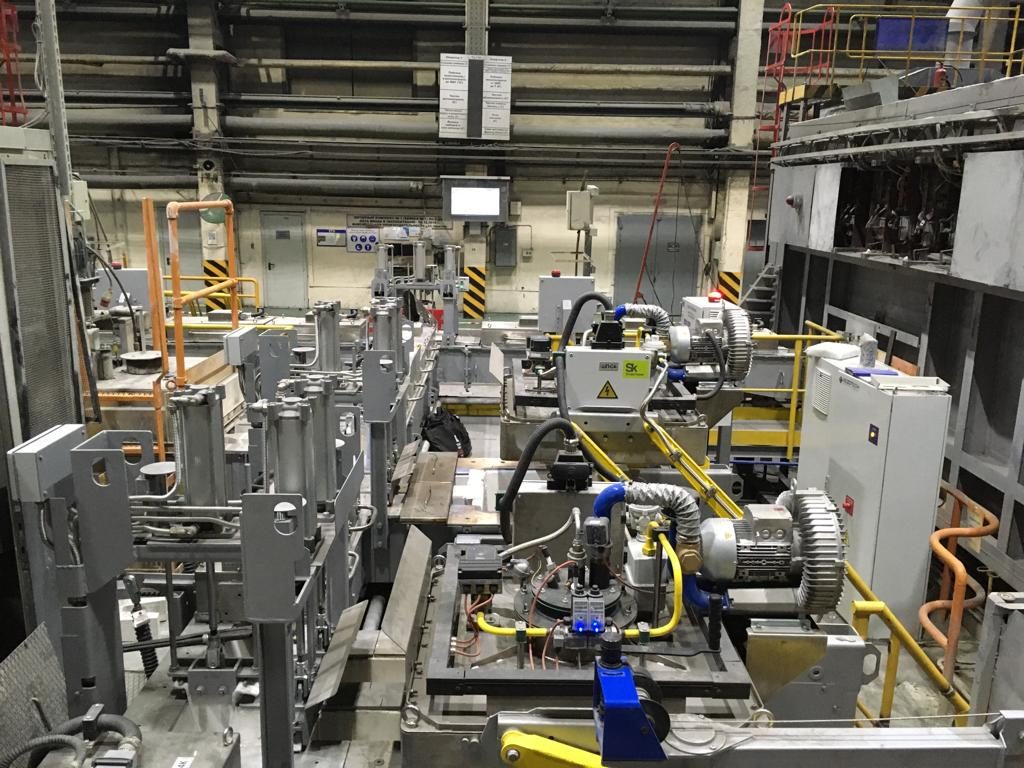
20.07.2018Проект представляет собой комплексное решение для транспортировки, фильтрации и разливки плоских слитков, выполненное «под ключ». Основу технических решений составляют наиболее эффективные и проверенные наработки компании в области электрического нагрева.
Задача:
Автоматизация установки/съема разливочного лотка, транспортировка расплава из миксера к литейной машине с минимальными теплопотерями и фильтрацией от неметаллических включений.
Заказчик:
АО «РУСАЛ Красноярск», литейное отделение №2, литейный агрегат №5
Год реализации:
2018
Проблемы до внедрения:
- применение асботермосиликатных плит и керамического картона для футеровки
- плохой запуск литья через пенокерамический фильтр
- большое содержание диборидов титана из-за малой длинны металлотракта
- не автоматизированные процессы разогрева и металллораздачи
Основные характеристики:
- Разливочный лоток на откатной электромеханической платформе
Автоматизированная электромеханическая откатная платформа под два типа разливочных лотков – на 2 и 4 слитка
Система предварительного разогрева разливочного лотка – 4 арочных крышки по 10 кВт
Возможность предварительного разогрева дозирующих втулок
Интегрированная в литейный стол система гидравлического подъема разливочного лотка
- Фильтр-бокс 20” с комбинированной системой нагрева
Фильтр-бокс по ПКФ 20” с комбинированной системой нагрева – мощность конвективной системы – 30 кВт, мощность инфракрасной системы – 25 кВт
Время разогрева пенокерамического фильтра до 650 °С – 40 минут
Защита нагревателей от брызг расплава, защита от перегрева и отсутствия воздуха
Электромеханический привод подъема крышки фильтр-бокса
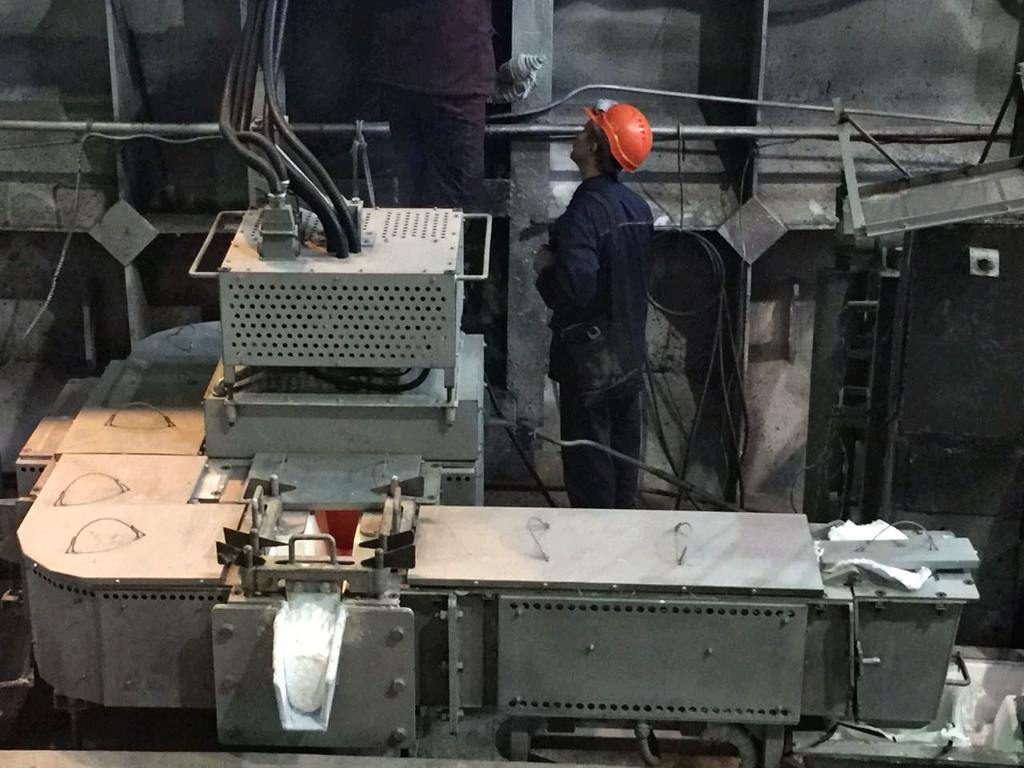
- Металлотракт с электрической системой нагрева
Система разогрева стационарного металлотракта – 6 арочных крышек по 10 кВт
Длина металлотракта – 11 м
Диапазон рабочих расходов – от 8 -21 т/ч
Пневматические шиберы с ручным управлением – 3 шт
- Система управления
Система управления на базе ПЛК SIEMENS
Тиристорное управление на базе помехоустойчивых БУТ-3У
Результат:
![]() Автоматизирован процесс установки и съема разливочного лотка с литейной машины
Автоматизирован процесс установки и съема разливочного лотка с литейной машины
![]() Система нагрева разливочного лотка установлена на откатной платформе и позволяет разогревать не только картриджи, клапаны и втулки
Система нагрева разливочного лотка установлена на откатной платформе и позволяет разогревать не только картриджи, клапаны и втулки
![]() Запуск литья через пенокерамический фильтр выполняется быстро и без участия литейщика
Запуск литья через пенокерамический фильтр выполняется быстро и без участия литейщика
![]() Уровень теплопотерь при литье не более 1 С/м
Уровень теплопотерь при литье не более 1 С/м
![]() Снижен уровень диборидов титана до минимально-требуемого уровня
Снижен уровень диборидов титана до минимально-требуемого уровня
![]() Расширены возможности для производства новой номенклатуры слитков
Расширены возможности для производства новой номенклатуры слитков