Две установки фильтрации расплава алюминия УФП 12М
17.07.2018
Две установки фильтрации расплава алюминия
12.07.2018Решение для улучшения условий литья сплавов на литейном агрегате по производству мелкой чушки. Основу проекта составляют отработанные решения в области электрического нагрева, пневмосистем и автоматики.
Задача:
Замена газовой системы нагрева металлотрактов и фильтр-боксов с конвективной системой нагрева на современные автоматизированные системы нагрева металлотрактов и фильтр-боксов.
Заказчик:
АО «РУСАЛ Саяногорск», литейное отделение №2, л/а Бефеса (Брошо)
Год реализации:
2019
Проблемы до внедрения:
- инжекционные газовые горелки выжигают огнеупорный слой желобов, перегородки дегазатора и изоляцию крышек
- конвективная система разогрева пенокерамических фильтров часто выходит из строя и работает не эффективно
- шибера и механизм перемещения крышки фильтр-бокса сильно изношены
- уровень автоматизации металлотракта низкий
Основные характеристики:
- Фильтр-бокс 23” с комбинированной системой нагрева
Мощность системы нагрева фильтр-бокса под ПКФ 23” (инфракрасная подсистема – 24 кВт; конвективная подсистема – 30 кВт);
Керамическая защита от брызг расплава
Стационарная система нагнетания воздуха
Время разогрева фильтра до 600 °С – 40 минут
Электромеханический привод подъема крышки фильтр-бокса
- Система электрического нагрева металлотракта
Система разогрева металлотракта – 10 арочных крышек по 13 (6,5) кВт с пневматической системой подъема
Система нагрева дегазатора – 1 крышка с 2 конвективными нагревателями 30 кВт с пневматическим подъемом
Пневматические шиберы с автоматическим управлением – 9 штук
- Система управления
Операционное управление всей систем с панели оператора
Система управления на базе ПЛК SIEMENS
Тиристорное управление на базе помехоустойчивых БУТ-3У
Результат:
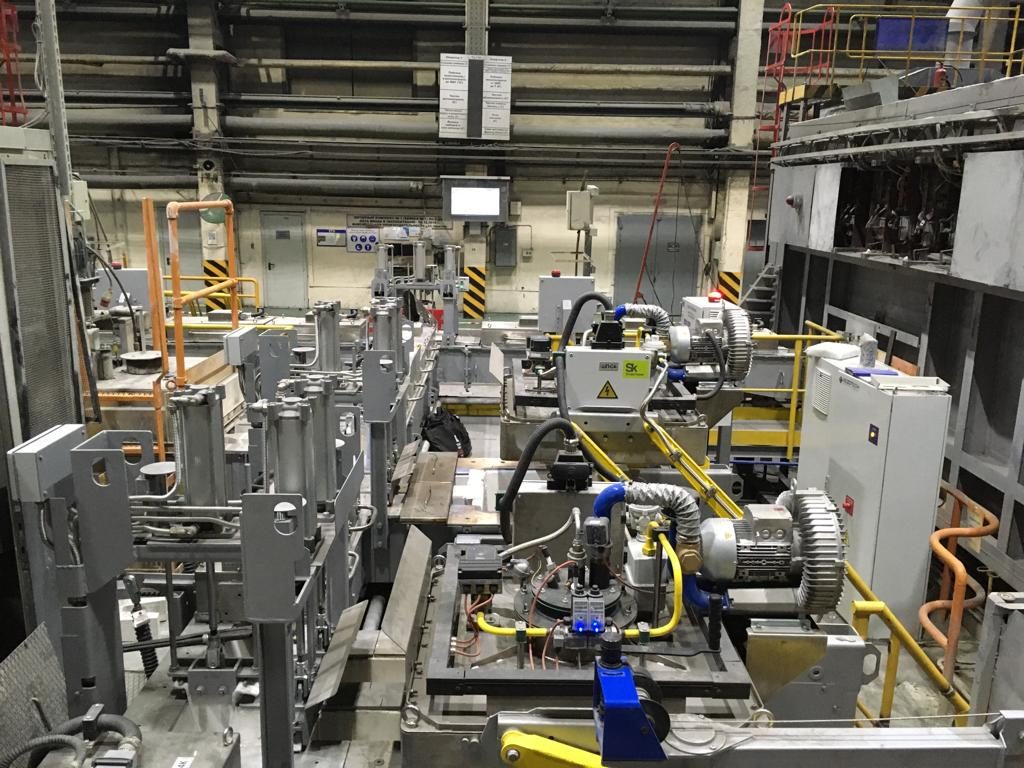
![]() Выполнена замена газовой системы разогрева и фильтр-боксов
Выполнена замена газовой системы разогрева и фильтр-боксов
![]() Быстрый запуск процесса литья и выход в установившийся режим
Быстрый запуск процесса литья и выход в установившийся режим
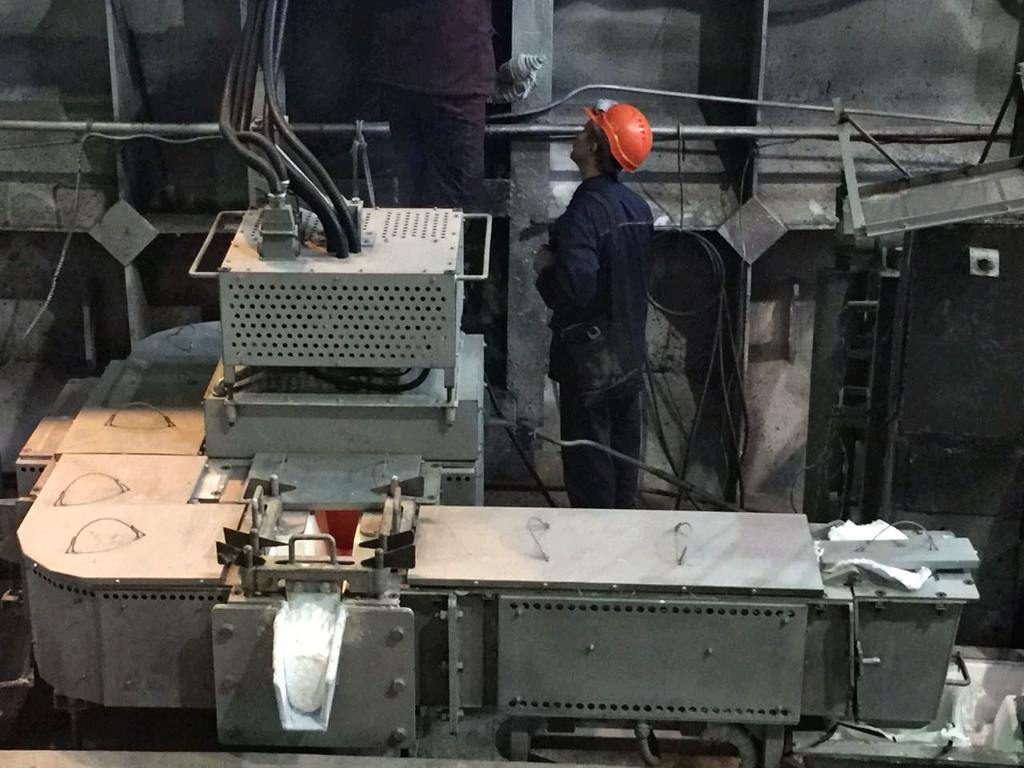
![]() Регулирование уровня нагрева фильтр-бокса и металлотракта по температуре расплава
Регулирование уровня нагрева фильтр-бокса и металлотракта по температуре расплава
![]() Автоматизированы все подсистемы металлотракта, управление выведено на панель оператора
Автоматизированы все подсистемы металлотракта, управление выведено на панель оператора